Description
Benefits of the R5 RA series
R5 RA oil-lubricated rotary vane vacuum pumps are real all-rounders. They have been designed for a wide range of industrial applications, for example, vacuum packaging, food processing, pneumatic conveying, plastics processing, and many more.
These vacuum pumps are characterized by high pumping speeds even in low-pressure ranges and therefore rapid evacuation times.
They feature highly durable high-performance vanes as standard, ensuring excellent performance and long service life.
R5 RA vacuum pumps are designed for continuous operation. An integrated float valve regulates the oil return depending on the oil level.
Vacuum pumps of the RA series are ultimate pressure-proofed. They can be operated continuously at ultimate pressure without overheating.
THE ALL-ROUNDER FOR COUNTLESS VACUUM APPLICATIONS
Control and monitoring
Ready for Industry 4.0 providing remote control, condition monitoring and communication protocols
Cost savings
Reduced energy consumption and minimized operating costs
Proven technology
Reliable operation thanks to R5 rotary vane vacuum technology
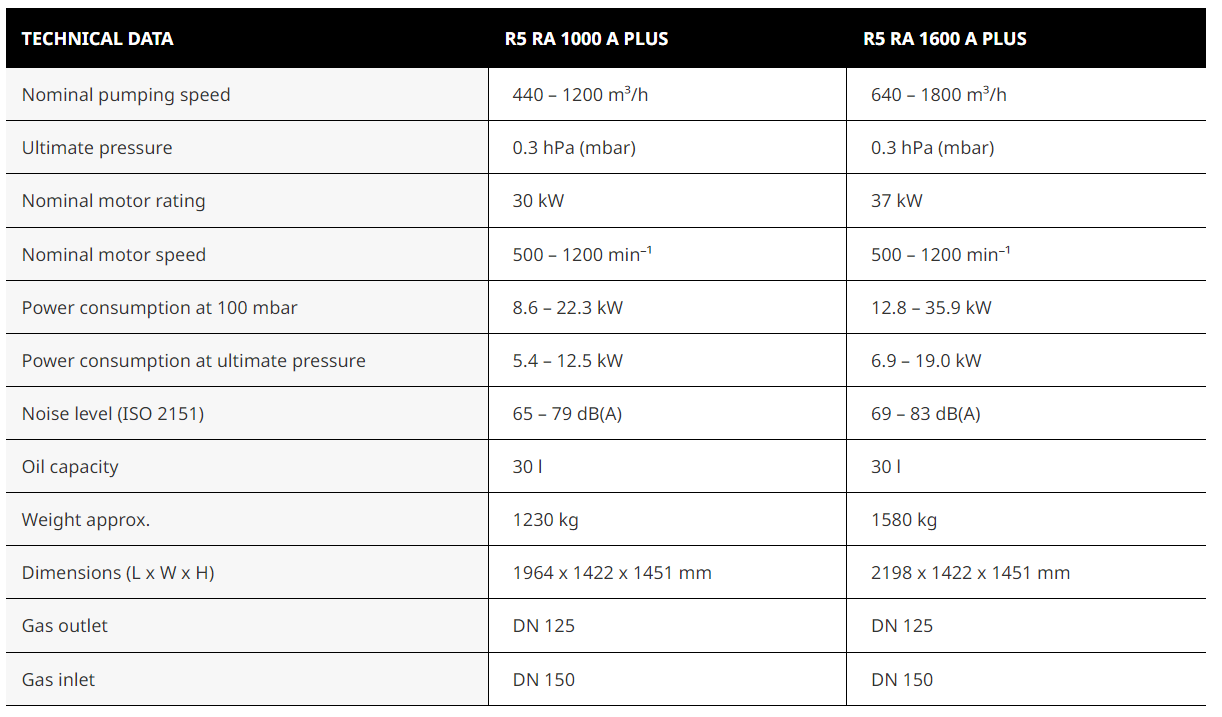
Technical Specifications
ISO 50Hz
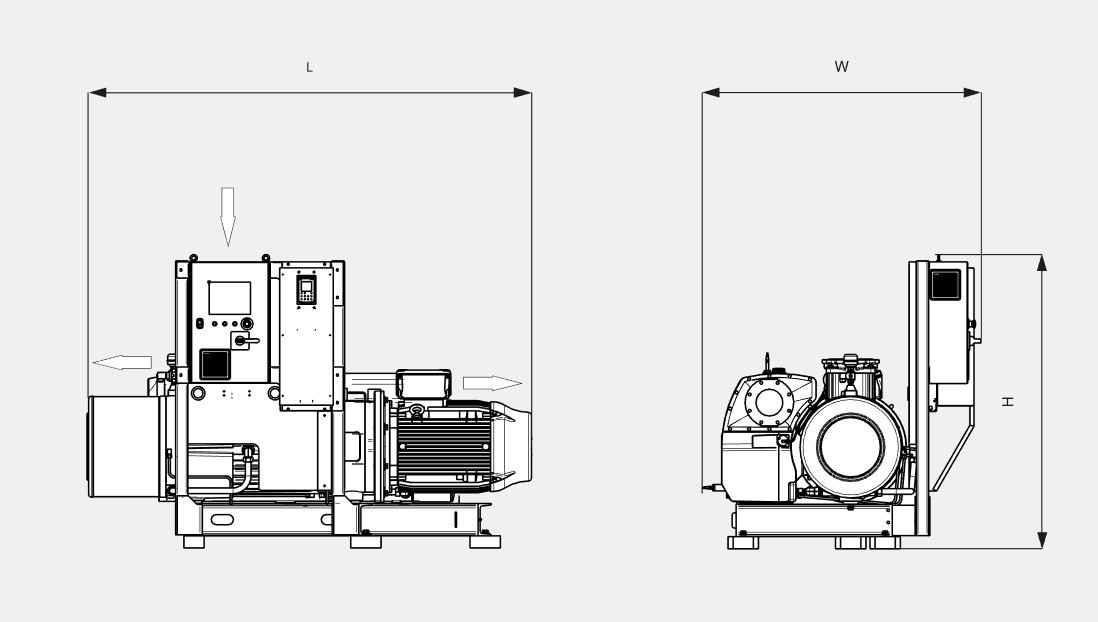
Dimensional Drawing
R5 RA 1000/1600 A PLUS
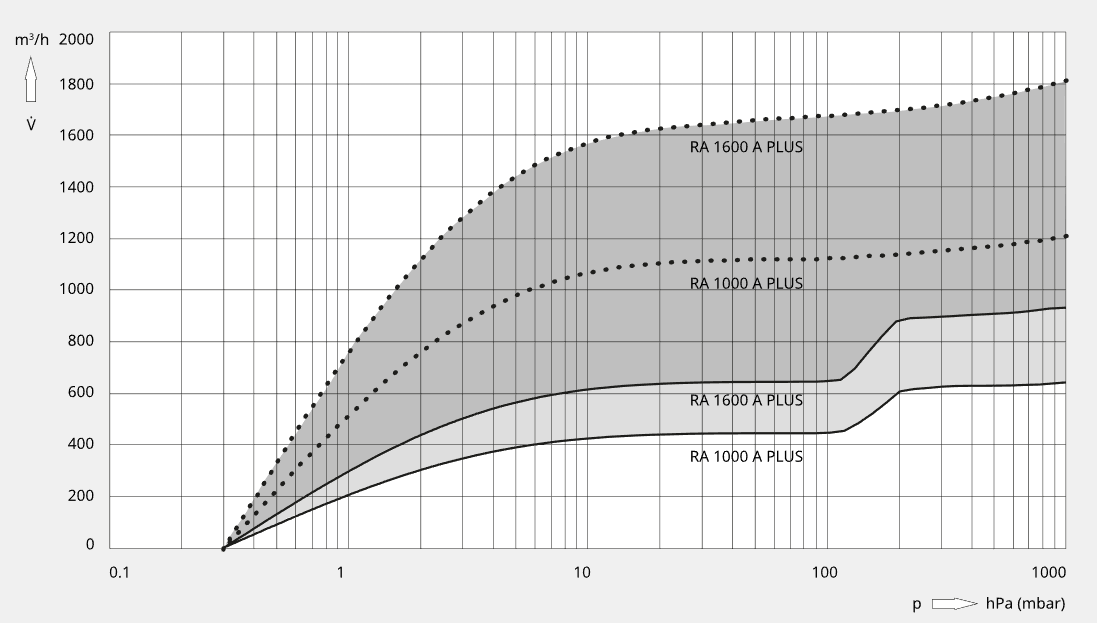
Pumping Speed Diagram
Air at 20 °C. Tolerance: ± 10%
Accessories
- Version without acoustic enclosure
- Energy Recuperation Kit with water heat exchanger



Reviews
There are no reviews yet.